عدم رعایت شرایط خم کردن میلگرد می تواند منجر به تنش های داخلی، کاهش مقاومت برشی و حتی ترک خوردگی فولاد شود؛ نقایصی که اغلب پنهان مانده و دوام درازمدت سازه را به شدت به خطر می اندازند . خم غیراصولی،نه تنها پیوستگی (Bond) بین بتن و فولاد را تضعیف می کند، بلکه می تواند نقطه ای برای شروع خوردگی و تخریب زودرس باشد .
هدف این مقاله،ارائه یک راهنمای جامع و استاندارد بر اساس آیین نامه های معتبر برای مهندسان، مجریان و آرماتوربندها است تا با ضوابط خم کردن میلگرد آشنا شده و از خطاهای پرهزینه جلوگیری نمایند. ما در کلینیک بتن،به عنوان مرجع تخصصی ارائه دهنده محصولات و راهکارهای اجرایی بتن، تأکید می کنیم که کیفیت ساخت،نه تنها در انتخاب مواد اولیه، بلکه در جزئیات اجرایی نظیر خم میلگرد نهفته است.
خم کردن میلگرد چیست و چرا در دوام سازه حیاتی است؟
خم میلگرد فرآیندی است که طی آن،میلگرد در نقاط مورد نیاز (مانند قلاب ها، خاموت ها، سنجاقی ها یا نواحی اتصالی) به اشکال هندسی مشخصی تبدیل می شود تا الزامات نقشه های سازه ای را برآورده کند.
نقش خم در انتقال نیرو و پیوستگی بتن و فولاد
خم ها در آرماتوربندی چندین وظیفه حیاتی بر عهده دارند:
۱. لنگرگیری (Anchorage): مهم ترین نقش خم، ایجاد پیوستگی کافی و انتقال کامل نیروهای کششی از میلگرد به بتن اطراف آن است. قلاب های انتهایی (استاندارد) در میلگردها تضمین می کنند که میلگرد از بتن خارج نشود و قابلیت تحمل حداکثر تنش را داشته باشد. ۲ . حفظ موقعیت (Positioning): خاموت ها و سنجاقی ها که نیازمند خم های ۹۰،۱۳۵ یا ۱۸۰ درجه هستند، وظیفه محصور کردن بتن و جلوگیری از کمانش میلگردهای طولی را بر عهده دارند. ۳ . مقاومت برشی: خاموت ها با شکل خمیده ای که دارند، نیروهای برشی (نیروهای مایل) را در اعضای افقی (تیرها) و عمودی (ستون ها) تحمل می کنند.
اگر خم با شعاع کوچک تر از حد مجاز یا در دمای نامناسب انجام شود،فولاد در محل خم آسیب می بیند، مقاومت کششی آن کاهش می یابد و عملاً نقطه ضعف سازه در همان محل خم شکل می گیرد. بنابراین، خم میلگرد در سازه بتنی نقشی محوری در جلوگیری از گسیختگی های ناگهانی دارد .
مرجعیت قانونی: استانداردها و آیین نامه های مرتبط با خم میلگرد
رعایت ضوابط خم کردن میلگرد در ایران به طور عمده مبتنی بر دو مرجع قانونی زیر است:
آیین نامه بتن ایران (آبا)
آیین نامه بتن ایران (آبا)،به طور مفصل به تعریف ابعاد و جزئیات خم میلگردها می پردازد . این آیین نامه حداقل قطر خم های داخلی و طول قلاب های استاندارد را بر اساس نوع میلگرد (ساده یا آجدار) و قطر آن مشخص می کند. هدف اصلی این مقررات، جلوگیری از ترک خوردگی داخلی میلگرد در حین خمکاری و تأمین پوشش بتنی کافی برای جلوگیری از لهیدگی بتن در ناحیه داخلی خم است.
مقررات ملی ساختمان (مبحث نهم)
مبحث نهم مقررات ملی ساختمان،الزامات اجرایی مربوط به بتن آرمه را مشخص می کند. این مقررات علاوه بر تأکید بر عدم استفاده از حرارت، شرایط نگهداری و تمیز بودن میلگردها قبل از خمکاری را نیز مورد توجه قرار می دهد.
توجه: استفاده صحیح ا�� این آیین نامه ها در کنار بهره گیری از محصولات استاندارد بتن (مانند افزودنی های کاهنده آب یا کیورینگ) که توسط کلینیک بتن ارائه می شود، تضمین کننده کیفیت نهایی پروژه است .
ضوابط خم کردن میلگرد: شرایط فیزیکی و محیطی مجاز
فرآیند خمکاری باید تحت شرایط کنترل شده ای انجام شود تا خواص مکانیکی فولاد حفظ گردد. هرگونه تغییر ناخواسته در ساختار متالوژیکی میلگرد می تواند استحکام آن را به شدت کاهش دهد.
دمای مجاز و ممنوعیت استفاده از حرارت
یکی از مهم ترین شرایط خم کردن میلگرد، دمای محیط و دمای فولاد است:
- دمای حداقل: خمکاری میلگرد باید در دمای محیطی انجام شود که فولاد در برابر ضربه و شکنندگی آسیب پذیر نباشد. آیین نامه ها معمولاً دمای محیطی زیر ۵ درجه سانتی گراد را برای خمکاری بدون تمهیدات خاص، محدود می کنند . در صورت لزوم خمکاری در دماهای پایین تر، باید تمهیداتی مانند گرم کردن کنترل شده محیط کارگاه یا استفاده از روش های خمکاری آهسته و بدون ضربه در نظر گرفته شود.
- ممنوعیت گرمایش مستقیم: استفاده از حرارت مستقیم (شعله یا جوش) برای تسهیل خم کردن میلگردها، به طور قطع ممنوع است . حرارت دادن باعث تغییر ساختار فولاد (به ویژه در میلگردهای آجدار با عملیات حرارتی بالا) شده و مقاومت تسلیم و نهایی میلگرد را کاهش می دهد . تنها در شرایط خاص و تحت نظارت مهندس طراح و با رعایت الزامات آیین نامه ای (مانند گرمایش موضعی و کنترل شده با دستورالعمل های خاص) می توان از حرارت استفاده کرد که این مورد در پروژه های عمومی بسیار نادر است .
آماده سازی سطح میلگرد (تمیزی و سلامت)
پیش از اقدام به خمکاری، میلگرد باید کاملاً عاری از موادی باشد که پیوستگی آن با بتن را مختل می کنند یا در فرآیند خمکاری مشکل ایجاد می کنند:
- زنگ زدگی: زنگ زدگی های سطحی مجاز هستند،اما زنگ زدگی شدید یا لایه ای که با دست قابل جدا شدن است، باید کاملاً تمیز شود .
- روغن و گل: وجود روغن، گریس، رنگ، یا لایه های گل و یخ روی سطح میلگرد،خمکاری صحیح را مختل کرده و باید پیش از خمکاری حذف شوند .
جلوگیری از ضربه و ترک خوردگی
خمکاری باید به صورت تدریجی و مداوم انجام شود و از اعمال ضربه ناگهانی برای خم کردن میلگرد خودداری شود . ضربه زدن به میلگرد در حالت سرد می تواند باعث شکنندگی و ایجاد ترک های میکروسکوپی شود که در زمان بارگذاری اصلی، به ترک های بزرگ تبدیل می شوند .
حداقل قطر و شعاع خم میلگرد: قلب استانداردهای آرماتوربندی
مهم ترین بخش از ضوابط خم کردن میلگرد، تعیین حداقل قطر یا شعاع خم است. این ضابطه تعیین می کند که میلگرد باید دور یک میله (سنبه) با چه قطری خم شود .
حداقل شعاع خم میلگرد از اهمیت حیاتی برخوردار است زیرا:
- جلوگیری از گسیختگی داخلی: اگر شعاع خم خیلی کوچک باشد، تنش های کششی در قسمت خارجی و تنش های فشاری در قسمت داخلی بیش از حد مجاز افزایش می یابند و ساختار فولاد در هسته خم دچار آسیب می شود.
- حفاظت از بتن درونی: اگر شعاع خم کوچک باشد، فشار بیش از حدی به بتن محصور شده در داخل خم وارد می شود که می تواند منجر به لهیدگی (Crushing) و از بین رفتن پوشش بتن شود.
تفاوت خم برای میلگرد ساده و آجدار
به دلیل تفاوت در خواص مکانیکی و فرآیند تولید (نورد گرم یا عملیات حرارتی)، میلگردهای مختلف، شعاع خم متفاوتی دارند:
| نوع میلگرد |
ویژگی مهم |
حداقل شعاع خم |
| میلگرد ساده (A1) |
شکل پذیری بالا |
نیاز به شعاع خم کمتری نسبت به میلگرد آجدار دارد. |
| میلگرد آجدار (A2, A3, A4) |
مقاومت بالاتر، شکل پذیری کمتر |
نیازمند شعاع خم بزرگ تری هستند تا در محل آج ها و ناحیه هسته دچار ترک نشوند. |
تأثیر قطر میلگرد بر شعاع خم
آیین نامه ها معمولاً حداقل قطر خم را مضربی از قطر میلگرد مورد نظر (d) تعیین می کنند. هرچه قطر میلگرد بیشتر باشد، انعطاف پذیری آن کمتر بوده و در نتیجه برای جلوگیری از آسیب دیدن، به شعاع خم بزرگ تری نیاز است.
- میلگردهای کوچک (مثلاً قطر زیر ۱۶ میلی متر): معمولاً با شعاع خم کوچک تری خم می شوند (مثلاً ۴ برابر قطر میلگرد).
- میلگردهای بزرگ (مثلاً قطر بالای ۲۵ میلی متر): برای حفظ سلامت فولاد، باید با شعاع های بزرگ تری خم شوند (مثلاً ۶ برابر قطر میلگرد).
رعایت دقیق این استاندارد خم میلگرد حیاتی است، چرا که نادیده گرفتن آن نه تنها مقاومت خمشی را کاهش می دهد، بلکه می تواند در محل اتصال و درزهای بتنی، آب بندی سازه را نیز به خطر اندازد.
تکنیک های اجرایی: روش های صحیح خم کردن میلگرد
صرف نظر از اینکه از چه روشی برای خمکاری استفاده می شود، الزامی است که سرعت خم کردن کنترل شده باشد و تنش به آرامی به میلگرد اعمال شود .
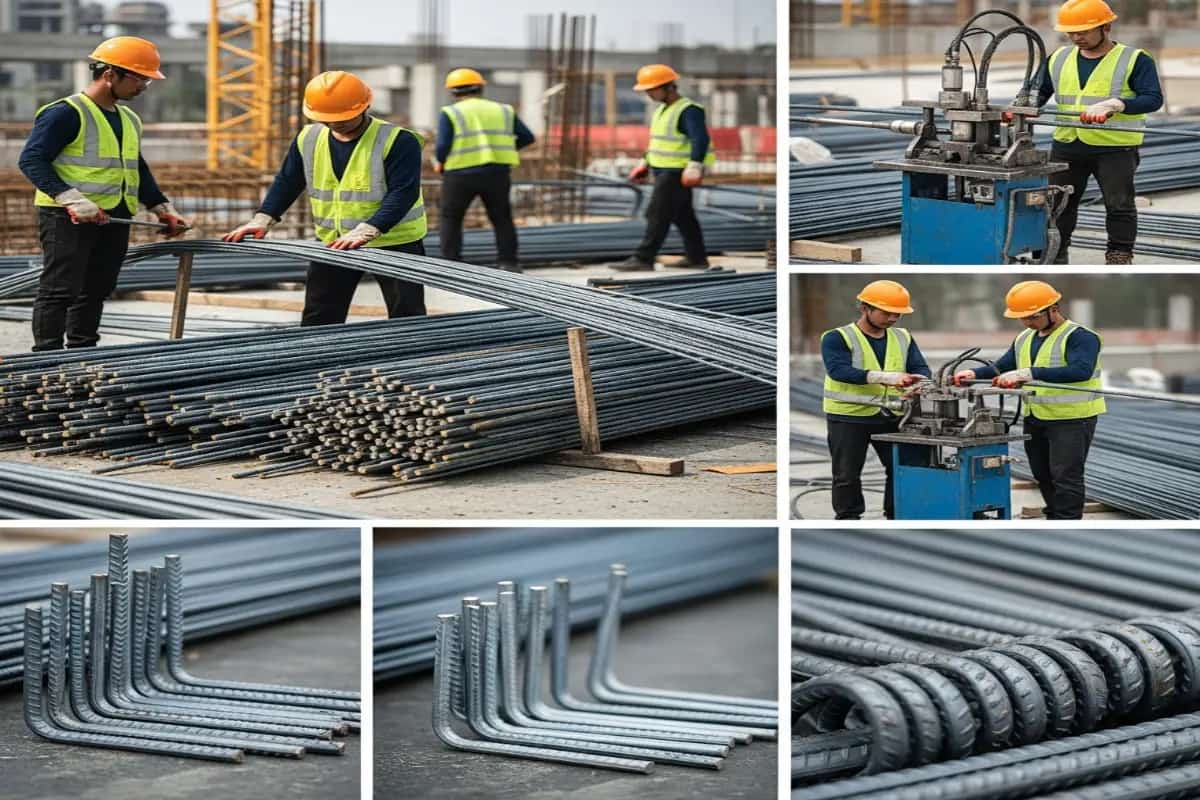
خم دستی در مقابل خم با دستگاه مکانیکی
- خم دستی (Manual Bending):
- برای میلگردهای با قطر کوچک (معمولاً تا قطر ۱۲ یا ۱۴ میلی متر) و خاموت های کم تعداد استفاده می شود.
- مزیت: سادگی و عدم نیاز به تجهیزات پیچیده .
- عیب: دقت کمتر و امکان اعمال نیروی غیریکنواخت توسط کارگر که می تواند منجر به خم های ناپیوسته شود .
- خم با دستگاه مکانیکی (Mechanical Bending):
- برای میلگردهای با قطر بالا و پروژه های بزرگ ضروری است .
- مزیت: دقت بسیار بالا در حفظ شعاع خم، سرعت عملیات و اعمال نیروی یکنواخت و تدریجی. دستگاه های خم کن مکانیکی امکان تنظیم دقیق قطر سنبه خمکاری را فراهم می کنند و اطمینان می دهند که حداقل شعاع خم میلگرد رعایت شده است.
در اجرای سازه های بزرگ، استفاده از دستگاه های خم کن پیشرفته نه تنها کارایی را افزایش می دهد، بلکه اجرای دقیق ضوابط خم کردن میلگرد را تضمین می کند . استفاده از مشاوره تخصصی کلینیک بتن در زمینه تجهیزات کارگاهی می تواند به انتخاب بهینه ترین روش کمک کند .
اشتباهات رایج در اجرای خم میلگرد (خطاهای پرهزینه)
عدم آگاهی یا سهل انگاری در کارگاه می تواند منجر به خطاهایی شود که مقاومت سازه را به طور غیرقابل جبرانی کاهش می دهند .
خم و بازخم کردن میلگرد (Re-Bending)
یکی از رایج ترین خطاهای اجرایی،باز کردن خم قبلی و خم کردن مجدد میلگرد در همان نقطه است. فرآیند خمکاری،ساختار داخلی فولاد را تحت تنش های پلاستیک قرار می دهد . تکرار این فرآیند در محل یکسان،باعث کاهش شدید شکل پذیری،ایجاد خستگی در فلز و افزایش خطر شکست ترد (Brittle Failure) می شود . آیین نامه ها به شدت از خم و بازخم کردن میلگردها در پروژه های بتنی حیاتی جلوگیری می کنند.
گرم کردن میلگرد برای سهولت خم
همان طور که پیش تر ذکر شد، گرم کردن موضعی میلگرد برای سهولت در خم کردن،خصوصاً در میلگردهای آجدار که از طریق ترمکس (عملیات حرارتی) تولید شده اند،ممنوع است . این عمل باعث تخریب ساختار تمپر شده فولاد و از دست دادن مقاومت کششی آن می شود.
استفاده از میلگرد زنگ زده یا معیوب
خم کردن میلگردهایی که دارای زنگ زدگی لایه ای، ترک های سطحی یا عیوب نورد هستند، ریسک شکست در ناحیه خم را افزایش می دهد . اجرای دقیق و استاندارد مستلزم استفاده از محصولات فولادی سالم و تمیز است.
تأثیر خم نادرست میلگرد بر سازه بتنی
نتیجه نهایی نادیده گرفتن شرایط خم کردن میلگرد، کاهش چشمگیر ظرفیت باربری و دوام سازه است. این تأثیرات در طول عمر سازه به صورت زیر نمایان می شوند:
کاهش مقاومت کششی و شکل پذیری
هنگامی که میلگرد با شعاع بسیار کوچک خم می شود، تنش داخلی در فولاد بیش از حد بالا رفته و میلگرد در محل خم دچار آسیب ساختاری می شود. این امر باعث می شود میلگرد زودتر از حد انتظار تسلیم شود و نتواند نیروی کششی طراحی شده را تحمل کند . کاهش شکل پذیری (Ductility) نیز باعث می شود که سازه نتواند قبل از تخریب نهایی، هشدار کافی را به شکل تغییر شکل های بزرگ از خود نشان دهد.
ایجاد ترک در بتن و کاهش پوشش (Cover)
اگر خم میلگرد با شعاع کوچک انجام شود، نیروی حاصل از عملکرد میلگرد به بتن اطراف خم به صورت متمرکز وارد می شود . این تمرکز تنش،باعث ترکیدن پوشش بتنی (Spalling) و کاهش کارایی بتن محصور شده می گردد . ترک خوردن بتن مسیر ورود رطوبت و عوامل خورنده را باز می کند و عمر مفید سازه را کاهش می دهد .
افزایش هزینه های تعمیر و نگهداری
سازه هایی که در آن ها خم میلگرد در سازه بتنی به صورت غیراصولی اجرا شده، پس از چند سال استفاده، علائم تخریب زودرس (مانند ترک های برشی و خوردگی فولاد) را نشان می دهند . تعمیر و مقاوم سازی این سازه ها بسیار هزینه برتر از اجرای صحیح و اولیه است.
پیوستگی سازه و آب بندی: ارتباط خم میلگرد با واتر استاپ
در سازه هایی که در معرض نفوذ آب قرار دارند (مانند فونداسیون ها، مخازن،استخرها و زیرزمین ها)، دقت در آرماتوربندی تأثیر مستقیمی بر عملکرد سیستم آب بندی دارد .
نقش آرماتوربندی صحیح در محل درزها
درزهای اجرایی و انبساطی، نقاط حیاتی سازه برای نفوذ آب هستند. در این نواحی، میلگردها باید به نحوی خم و جانمایی شوند که:
- فاصله مناسب حفظ شود: جانمایی دقیق میلگردها اطمینان می دهد که واتر استاپ (آب بندهای پلیمری یا بنتونیتی) به درستی در وسط ضخامت بتن و دور از میلگردها نصب شود.
- عدم اختلال در نصب واتر استاپ: اگر میلگردها با شعاع نامناسب خم شده یا خارج از محور قرار گیرند،ممکن است فضای لازم برای نصب صحیح و کامل واتر استاپ از بین برود یا در زمان بتن ریزی به واتر استاپ آسیب وارد شود .
واتر استاپ های باکیفیت ارائه شده توسط کلینیک بتن،تنها زمانی می توانند وظیفه خود را به درستی انجام دهند که آرماتوربندی زمینه (میلگردبندی اطراف درز) کاملاً بر اساس نقشه و با رعایت شرایط خم کردن میلگرد اجرا شده باشد . یک قلاب استاندارد که به درستی خم شده،تضمین می کند که نیروها به طور یکنواخت توزیع شده و فشاری به واتر استاپ وارد نمی شود.
جمع بندی
ضوابط خم کردن میلگرد فراتر از یک ا��زام فنی،تضمین کننده ایمنی،دوام و عمر مفید سازه های بتنی است . از انتخاب شعاع خم مناسب بر اساس قطر میلگرد تا پرهیز قاطع از خم و بازخم کردن و گرمایش فولاد،تمامی مراحل باید تحت کنترل دقیق اجرایی قرار گیرند .